
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://nmhahale.com.cn
地址:泰州姜堰華港鎮龍溪工業園區

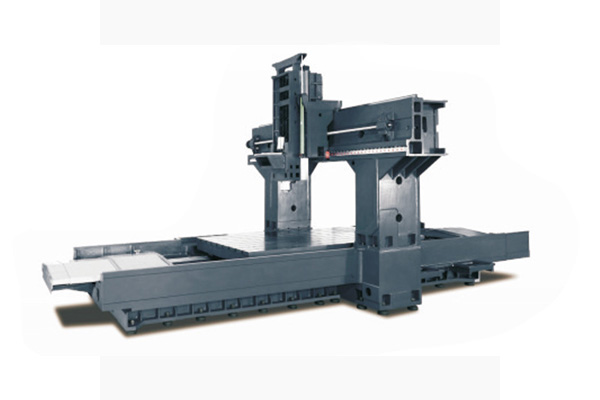
數控臥式加工中心的主軸采用寬裕電機驅動,扭矩大。良好的性價比,出廠精度按國家標準壓縮30%,屬精密級加工中心。熱賣高速加工中心分度臺為1×360,鼠齒盤定位,定位精度高。換刀裝置采用臺灣刀庫凸輪機械手,性能可靠,換刀時間短。五、數控臥式加工中心采用三維造型設計,美觀大方。高速加工中心價格數控臥式加工中心采用倒‘T’型布局,立柱移動,剛性好。
程序設計有絕對程序設計和相對程序設計。熱賣高速加工中心相對編程是指以每一直線段的起點作為加工輪廓曲線的坐標原點所確定的坐標系。也就是說,相對規劃的坐標原點經常發生變化,當位移連續時,不可避免地會出現累積誤差。絕對編程是在整個加工過程中,有相對統一的基準點,即坐標原點,所以累積誤差小于相對編程。當NC車削工件時,高速加工中心價格工件的徑向尺寸精度一般高于軸向尺寸。因此,在編程時,最好對徑向尺寸采用絕對編程。考慮到加工和編程的方便性,軸尺寸通常采用相對編程,但對于軸的重要尺寸,絕對編程比較好。

雙工位交換工作臺,當一個工作臺在加工區內運行,另一工作臺則在加工區外更換工件,為下一個工件的加工做準備,高速加工中心價格采用較新直驅式電機傳動機構,傳動速度快,熱賣高速加工中心可實現4.5S工作臺交換動作。使裝夾與加工同步進行,對加工時間短、裝夾頻繁節拍要求高的零件加工具有明顯優勢,大大提高了設備的利用率。

如果立式銑床保養時應該先把橫梁主軸工作臺和升降臺在移動前應先松開緊固螺釘,把清除周圍雜物,熱賣高速加工中心再擦凈導軌和涂油。5.在立式銑床快速或自動進給時應先調整好限程檔鐵。6.工作中必須經常檢查設備,各部的運轉和潤滑情況。如運轉或潤滑不良時,應停止使用。7.工作臺面禁放工、卡量具和工件。8.調整自動循環時開車前必須檢查機床自動循環的正確性。高速加工中心價格工作完成將立式銑床的各手柄置于非工作位置,工作臺放在中間位置,升降臺落在下面并切斷電源10.嚴禁操作者超負荷使用立式銑床。




