
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006
努力打造中國數控機床行業品牌
![]() 臺灣原廠技術
臺灣原廠技術 ![]() ISO質量體系認證
ISO質量體系認證 ![]() 廠家直銷
廠家直銷
服務熱線:
400-106-3006

聯系人:陳總
手機: 400-106-3006
傳真: 0523-80931188
網址://nmhahale.com.cn
地址:泰州姜堰華港鎮龍溪工業園區

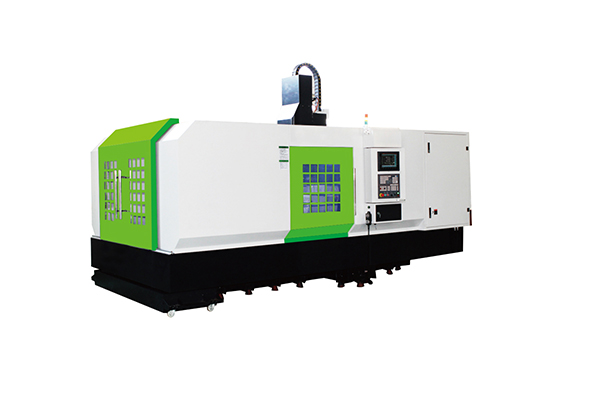
臥式加工中心的立柱普遍采用雙立柱框架結構形式,主軸箱在兩立柱之間,沿導軌上下移動。這種結構剛性大,熱對稱性好,穩定性高。加工中心加工廠家小型臥式加工中心多數采用固定立柱式結構,其床身不大,且都是整體結構。臥式加工中心各個坐標的運動可由工作臺移動或由主軸移動來完成,也就是說某一方向的運功可以由刀具固定,工件移動來完成,供應加工中心加工或者是由工件固定,刀具移動來完成。

高速加工中心切削參數的選擇原則與普通機床相同。也就是說,具體數值應根據數控機床使用說明書和金屬切削原理規定的方法和原則,供應加工中心加工結合實際加工經驗確定。1.影響高速加工中心切削參數的因素(1)不同廠家的刀具質量差異很大,因此在確定切削參數時,必須根據廠家給定的參數和加工現場的情況進行修正。(2)電動機功率和機床剛度的限制必須在機床規范規定的范圍內選擇,加工中心加工廠家以避免因功率和剛度不足而引起機床的大變形或振動,影響機床運行。加工精度和表面粗糙度。(3)高速加工中心數控機床的生產率具有較高的工時成本和較低的刀具損耗成本比例。為了提高數控機床的生產率,合理降低刀具壽命,應盡量選擇較高的切削參數。

龍門加工中心絲杠振動的原因有可能是系統的電參數錯誤或者是絲杠自身的原因。當絲桿出現振動時要及時處理,避免造成零件的損壞和確保機床的安全加工,下面就給大家講解一下絲杠振動的原因。供應加工中心加工一.絲杠安裝不當龍門加工中心的絲杠一般為傳動精度較高的滾珠絲杠, 對于安裝的精度也有較高要求。安裝的過程中如果誤差較大,拖板在運動過程中會使絲杠產生彎曲變形,此后絲桿受力不均勻就會產生振動。二、絲杠螺母或拖板的安裝連接不當安裝面與基準(導軌)面不垂直,加工中心加工廠家就是安裝面與絲杠螺母接合面不平行,導致絲杠螺母緊固螺釘擰緊后迫使絲杠產生變形,發生振動現象。
數控機床主軸軸承徑向和軸向游隙過大或過小是造成數控機床故障的主要原因。間隙過大會使主軸跳動,車削出來的工件產生橢圓、供應加工中心加工棱圓或波紋等,間隙過小在高轉速時會使主軸發熱而損壞。數控機床調整時,先擰松鎖緊螺釘5和螺母4,數控加工中心報價,使軸承7的內圈相對主軸錐形軸頸向右移動,數控加工中心批發,由于錐面的 作用,加工中心加工廠家軸承內圈產生徑向彈性膨脹,將滾子與內、外圈之間的間隙減少。數控機床調整合適后,應將鎖緊螺釘5和螺母4擰緊,軸承3的間隙可用螺母l調整。




